Autonomous Scheduling: A Tale of Three Taxis
At Flexciton, we often talk about how autonomous scheduling allows wafer fabs to surpass the need for maintaining many rules to enable the behaviours they want at different toolsets. Seb Steele offers an analogy to show how significant the difference is.

At Flexciton, we often talk about how autonomous scheduling allows wafer fabs to surpass the need for maintaining many rules to enable the behaviours they want at different toolsets. I would like to offer an analogy to show how significant the difference is.
Navigating the City
Imagine you are a passenger in a taxi. Your driver is a local; they know every road like the back of their hand and know the best routes to avoid likely problems. They can be flexible and effective, but have to spend a long time thinking about how to get to your destination. They also can’t know about the traffic on each potential route, and for new destinations they may require some trial and error before they find a good way of getting there. Worst of all, though they might have accumulated some great stories from their years of driving, it’s only thanks to those many years that they can navigate with any level of mastery.
Now imagine you have a very basic robotic driver; this driver is so mechanical that it has a hard-coded rule for every single road and junction: “If I’m at junction 20, I wait exactly thirty seconds and then I turn left.” This rule has come from an engineer performing a time study based on traffic levels six months ago. The driver has no knowledge of local events happening (for example, if it turns out that there is no oncoming traffic right now), and doesn’t even change its decisions when you need it to navigate to a new destination!
Meanwhile, when local conditions change at all (gaps in oncoming traffic at junction 20 are now every twenty seconds on average!) an engineer needs to manually change that parameter in the robot’s logic. And if the overall conditions change everywhere, or a new destination is desired, every rule needs to be retuned.
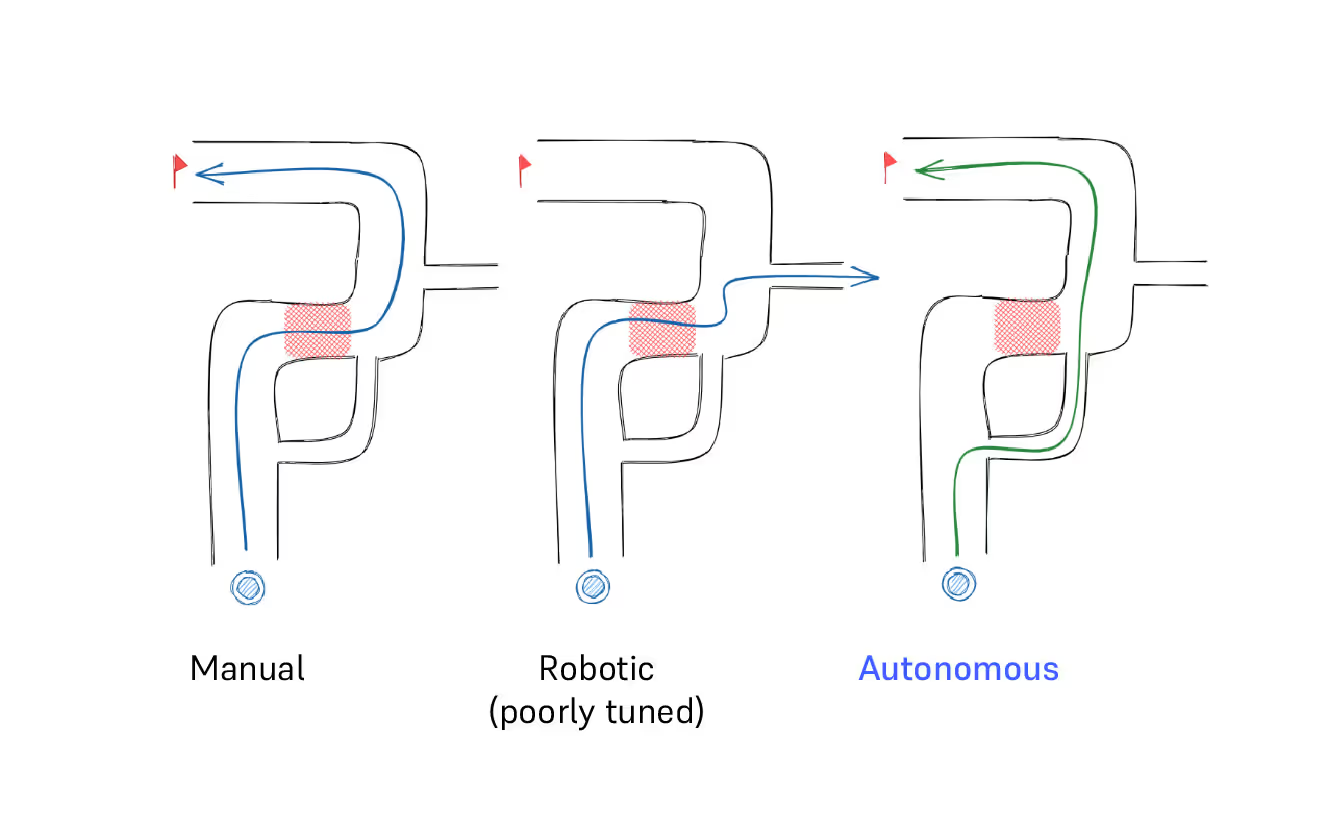
Finally, imagine a truly autonomous taxi. This taxi has a navigation system that knows where the traffic is, assesses the speed of every potential route, reacts to changes in conditions, and can get you to exactly where you want to go. In fact, all you have to do is tell it the destination; then you can sit back and relax, knowing it will get you there in the shortest possible time.
Navigating the Fab
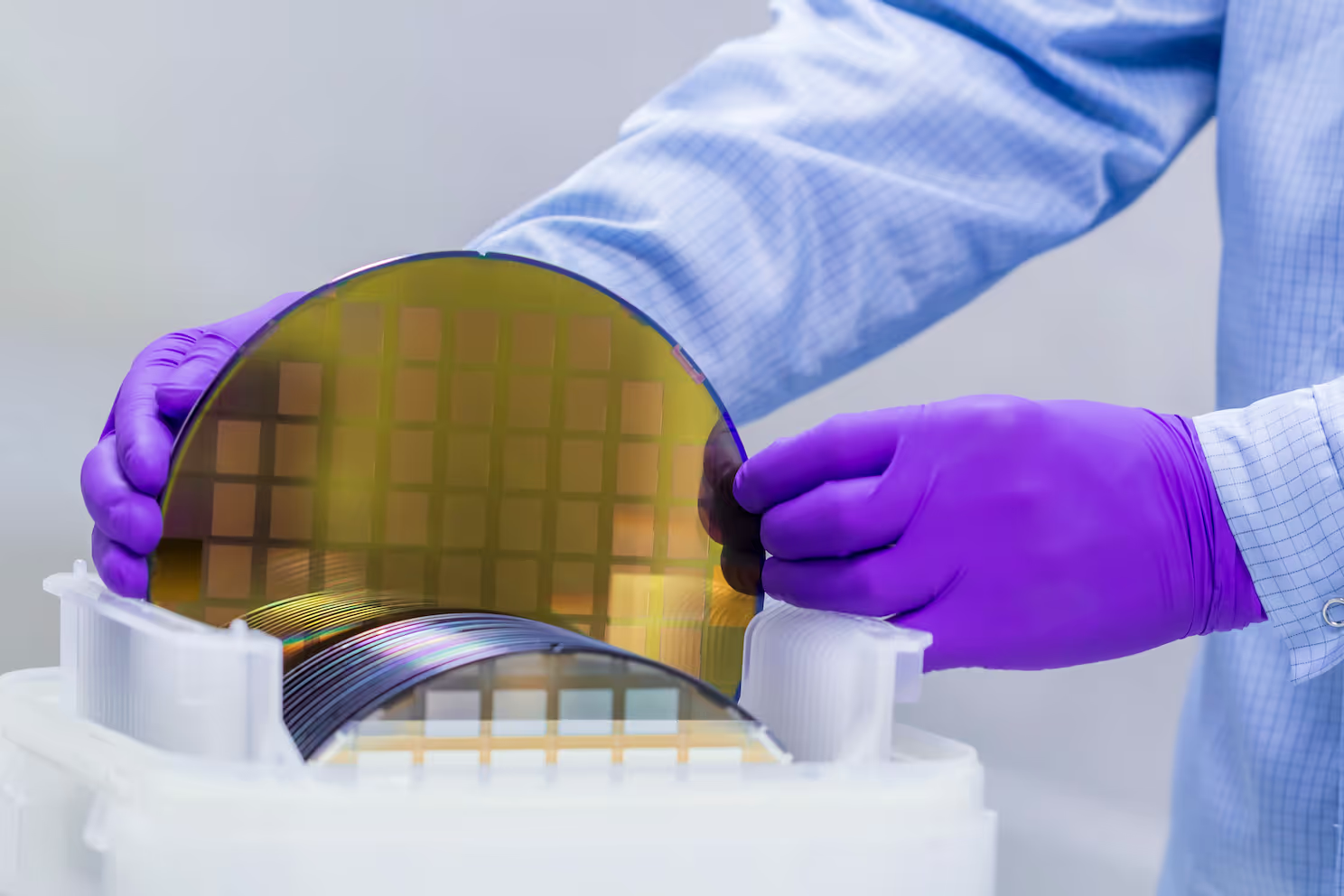
While many wafer fabs have moved away from relying purely on tribal knowledge of manufacturing specialists on the fab floor, the scheduling problem in semiconductor factories is so difficult that, until recently, the hard-coded robotic taxi driver was the state-of-the-art. These solutions ask industrial engineers to manually tune thousands of rules to achieve intelligent behaviour, and they must be continuously re-tuned as fab conditions change.
A common scheduling challenge is deciding when to allow wafers into a timelink (or queue time loop) at diffusion. A timelink is the maximum amount of time that can elapse between two or more consecutive process steps, and some schedulers will simply limit the number of lots allowed within the timelinked steps at any one time. Others will just use a priority weight given to all timelinked lots, so that they are more likely to move through the loop without violating their time limit. Both of these rules are manually tuned and can’t react to the conditions of that particular moment in time, leading either to rework or scrap, or unnecessarily high cycle times.
Another typical example from a commonly-used heuristic scheduler is the application of minimum batch size rules at diffusion areas. A typical rule might be “wait for a minimum batch size of x, unless y minutes have elapsed, in which case dispatch whatever is at the rack.” Many fabs will set up this rule for every furnace-operation combination, which could mean ~3,000 manually tuned parameters just for one rule at one toolset.
Meanwhile, when micro conditions change, for example daily wip level fluctuations, these tuned parameters cannot react. And worse, when macro conditions such as overall market demand change, it makes it very hard for the whole fab to pivot quickly, because every rule needs re-tuning manually. Despite the theory that these rules can be set once every few months, in practice most fabs end up re-tuning these rules continuously, even daily, in order to maintain reasonable performance - accepting the predictable impact on industrial engineering resources that has!
Optimized scheduling, however, does away with these rules entirely and directly calculates the optimal schedule to improve your chosen objectives. In the timelink example, it doesn’t need to rely on guessing how many lots can be allowed into the loop - it just calculates the optimal schedule for the multiple steps involved, ensuring no timelink violations will occur.
But still, how do you get the scheduler to do what you want?
A New Paradigm for Tuning
If you have read any of our previous articles, you may be aware that optimization-based scheduling uses objectives such as “minimise queue time” and “maximise batch size” to calculate the optimal schedule. In fact, on most of our toolsets we only use ~2-3 objective weights, and by setting these you can achieve the balance and results you want.
Even this, however, is not truly autonomous.
We’ve been working to bring forward a new paradigm: letting you choose the fab-level outcome you want directly - like setting the destination for the taxi. If you know you want to prioritise achieving higher throughput, you can just specify that and Flexciton’s autonomous scheduler will automatically figure out what the optimization objective needs to be to achieve it.
What does this mean? It means you directly control the fab outcome you want to achieve, rather than guessing what toolset-level behaviours will produce the fab-level KPIs you want.
Orders of Magnitude
So when we speak about autonomous scheduling, we are referring to this new paradigm where you can choose the outcome you want, and Flexciton automatically does the rest. Instead of ~3,000 manually tuned parameters for just one of many rules at one toolset, just pick your desired KPI trade-off, and we automatically set the handful of objective weights that drive the optimization engine.
The result is not needing industrial engineering resource dedicated to tuning – instead, this valuable resource can be redeployed to work on higher value tasks. Moreover, it can enable consistent high performance across changes in fab conditions; and it becomes easier to pivot the entire fab’s direction when market conditions change.
This is how Flexciton’s scheduler is powerful enough to let you set the destination, and go.
Author: Sebastian Steele, Product Manager at Flexciton
More resources
Stay up to date with our latest publications.







.avif)
.avif)













.avif)



















Speak to one of our experts
Book a demo session or simply reach out to one of our experts to learn more about what Autonomous Technology could do for your fab.